TÓM TẮT
Bài báo giới thiệu kết quả nghiên cứu chế tạo hợp kim bền nóng tương đương mác B5, thích hợp để làm khuôn hộp nóng. Nhằm nghiên cứu ảnh hưởng của điều kiện xử lý nhiệt và xử lý bề mặt đến cơ tính, vật liệu sau khi đúc được ủ trong lò điện, nhiệt luyện trong lò chân không và thấm nitơ plasma. Kết quả cho thấy, sau khi tôi ở 1030 oC và ram thấp ở 180oC, độ cứng của vật liệu đạt khoảng 417 HV. Sau khi ram cao ở 550 oC và thấm nitơ plasma ở 530 oC, độ cứng bề mặt của vật liệu đạt giá trị cao, từ 900 đến 1000 HV.
Từ khóa: Thép bền nóng, nhiệt luyện, thấm nitơ plasma
SUMMARY
In this study, the cast alloy having the composition of B5 steel, suitable for manufacturing hot-box core moulds in foundry, has been prepared. The cast material was heat treated, including annealing in conductive chamber furnace, hardening and tempering in vacuum furnace and plasma nitriding in order to investigate the treating condition and properties of the material. Obtained results show that after quenching at 1030 oC following low temperature tempering at 180 oC, the microhadness varies around 417 HV. After high temperature tempering at 550 oC following plasma nitriding at 530 oC, the surface microhardness reaches the high value of (900 – 1000) HV.
Keywords: hot work steel, heat treatment, plasma nitriding
1. ĐẶT VẤN ĐỀ
Hợp kim bền nóng là vật liệu có độ bền cao để chịu được sự chà xát, ăn mòn do môi trường làm việc, chịu mài mòn trong điều kiện làm việc ở nhiệt độ cao… Thép hợp kim mác B5 (BS3100) theo tiêu chuẩn Anh là một trong những mác thép bền nóng được ứng dụng nhiều trong công nghiệp. Thành phần vật liệu là cơ sở để tạo ra các tính chất cần thiết cho một sản phẩm. Mỗi chủng loại vật liệu có đặc tính hóa lý, kỹ thuật riêng. Muốn đạt được chất lượng sản phẩm nói chung, đặc biệt là sản phẩm đúc, trước hết phải tạo ra được vật liệu với các nguyên tố cấu thành đúng đắn, chính xác. Chỉ cần hàm lượng của một hoặc vài thành phần nằm ngoài giới hạn cho phép là các tính năng kỹ thuật, công nghệ của vật liệu bị ảnh hưởng nghiêm trọng. Để có được tính năng năng cơ lý mong muốn đáp ứng yêu cầu sử dụng của các sản phẩm, công đoạn xử lý nhiệt, xử lý bề mặt đóng vai trò không kém phần quan trọng. Bài báo này đề cập đến phương pháp nấu luyện chế tạo, nhiệt luyện và thấm nitơ plasma (N Plasma) hợp kim đúc bền nóng mác B5.
2. NGUYÊN LIỆU VÀ PHƯƠNG PHÁP NGHIÊN CỨU
2.1. Nguyên liệu
Các nguyên liệu sau được sử dụng để nghiên cứu:
Thép CT3 vụn là đề xê đột dập đồng chủng loại, sạch, được chế tạo tại Việt Nam. Các nguyên liệu khác bao gồm: fero mangan, fero silic, fero molipden, fero crom và niken kim loại đều thuộc loại công nghiệp do hãng Metal & Mineral (Trung Quốc) chế tạo.
2.2. Phương pháp nghiên cứu
Vật liệu nghiên cứu được nấu luyện trong lò cảm ứng trung tần, công suất 300kg . Thành phần hóa học được xác định trên thiết bị quang phổ phát xạ nguyên tử ARL 3460 OES (Thụy Sỹ). Mẫu được ủ trong lò buồng điện trở, tôi và ram trong lò chân không đơn buồng Turbo – Treater M AvaC (Đức), sau đó được thấm N Plasma trong thiết bị NITRION PN60 (Đức). Đo độ cứng mẫu bằng máy đo độ cứng FM – 700e (Nhật). Các thiết bị nêu trên hiện có tại Viện Công nghệ.
2.3. Nấu luyện vật liệu, chế tạo mẫu
Để nấu luyện chế tạo một loại hợp kim có rất nhiều phương án phối liệu với thành phần đầu vào khác nhau. Bài báo này tính toán phối liệu trên cơ sở nguyên liệu đầu vào đã được đề cập ở phần 2.1. Sau khi tính toán phối liệu cho mẻ nấu 100 kg, tiến hành nấu chảy, hợp kim hóa và đúc mẫu ở 1650 oC.
Mẫu nghiên cứu: sau khi đúc, mẫu được gia công về kích thước Ø 30 x 20 mm.
2.4. Xử lý nhiệt
– Ủ nhiệt
Mẫu được ủ theo hai giai đoạn, giai đoạn đầu ở 650 oC, giai đoạn tiếp theo ở 880 oC. Thời gian ủ là 2 giờ cho mỗi giai đoạn. Tốc độ nâng nhiệt là (100-400) oC/giờ. Mẫu được làm nguội cùng lò xuống 500 oC, sau đó để nguội hoàn toàn ngoài không khí.
– Tôi
Mẫu được nung cùng sản phẩm đến nhiệt độ tôi qua ba giai đoạn. Gai đoạn 1: nâng nhiệt đến 650 oC, giữ nhiệt trong 2 giờ; giai đoạn 2: nâng nhiệt đến 850 oC, giữ nhiệt trong 1 giờ. Tốc độ nâng nhiệt ở hai giai đoạn là 150 oC/giờ. Nung trong môi trường khí bảo vệ N2 ở áp suất 1,5 bar. Gai đoạn 3: nâng tiếp lên nhiệt độ tôi là 1030 oC và giữ nhiệt 30 phút trong môi trường chân không ở áp suất 10-1 mbar. Tôi mẫu trong môi trường khí nitơ ở áp suất 7 bar.
– Ram
Ram được thực hiện ngay sau khi quá trình tôi kết thúc. Mẫu được ram ở nhiệt độ 180 và 550 oC trong môi trường khí bảo vệ nitơ, áp suất 1,5 bar. Tốc độ nâng nhiệt là 150 oC/giờ. Sau khi ram, mẫu được làm nguội bằng khí nitơ ở áp suất 1,5 bar.
– Thấm N Plasma
Mẫu được được nâng nhiệt cùng lò đến nhiệt độ thấm là 530 oC. Tiến hành thấm mẫu trong khoảng thời gian (8 – 12) giờ. Môi trường thấm là hỗn hợp khí nitơ/hydro, tỷ lệ thể tích 3/1 ở áp suất 2,5 mbar.
3. KẾT QUẢ VÀ THẢO LUẬN
3.1. Nghiên cứu nấu luyện hợp kim tương đương mác B5
Do tương đương mác B5 nên hợp kim này cũng phải có thành phần gồm các nguyên tố nằm trong khoảng giới hạn giống như hợp kim mác B5 (bảng 1). Hàm lượng cacbon của hợp kim tương đương mác B5 phải không vượt quá 0,25%. Nếu lớn hơn giới hạn này, hợp kim sẽ bớt dẻo dai, thậm chí có thể bị giòn do tạo thành hợp chất cacbit trong môi trường giàu chất dễ bị cacbit hóa. Cacbon cũng không nên quá thấp để tránh giảm độ cứng cho hợp kim. Tốt nhất nên giữ cho cacbon duy trì trong khoảng (0,20 – 0,24) %.
Bảng 1. Thành phần hóa học của thép B5
|
Thành phần hóa học, % khối lượng |
|||||||||
|
C |
Si |
Mn |
Cr |
Mo |
Ni |
Cu |
S |
P |
Fe |
|
≤ 0.25 |
≤ 0.75 |
0.4 – 0.7 |
4,0 – 6,0 |
0,45 – 0,65 |
≤ 0.4 |
≤ 0.4 |
≤ 0.04 |
≤ 0.04 |
Còn lại |
Silic, magan, crom, niken là các nguyên tố có ảnh hưởng lớn đến tính chất của hợp kim tương đương mác B5. Độ hòa tan trong dung dịch rắn và mức độ kết hợp với cacbon tạo thành cacbit của các nguyên tố này chính là nguyên nhân. Khi tăng hàm lượng cả bốn nguyên tố trên thì độ cứng của vật liệu đều được nâng cao rõ rệt, trong khi đó crom làm giảm chút ít, còn mangan và đặc biệt là silic làm giảm rất mạnh độ dai va đập khi hàm lượng của chúng vượt quá giới hạn nêu trong bảng 2. Thông thường, hàm lượng molipden của thép hợp kim từ (0,25 – 0,35) %. Riêng của hợp kim tương đương mác B5 yêu cầu cao hơn hẳn, từ (0,45 – 0,65) %. Molipden có đặc tính kỹ thuật rất quý ít nguyên tố có được là khi được đưa vào trong thép, nó vừa làm tăng độ cứng vừa tăng độ dẻo dai. Ngoài ra nó còn làm nhỏ mịn cấu trúc hạt và tăng độ thấm tôi [1, 2]. Như vậy, molipden rất cần thiết cho hợp kim tương đương mác B5. Lưu huỳnh, phốt pho là hai nguyên tố có hại đối với vật liệu. Chúng gây khuyết tật cho hợp kim như gây nứt nóng, tạo ra các hợp chất gây giòn [3, 4]. Ngoài ra, lưu huỳnh và phốt pho còn kết hợp với một số nguyên tố hợp kim làm hao tổn thành phần của chúng. Phối liệu nấu luyện được tính toán sao cho các nguyên tố hợp kim chính như crom, silic, mangan, molipden, niken có hàm lượng trong khoảng giới hạn cho phép.
Tuy nhiên một số vật liệu đầu vào còn chứa cả những nguyên tố không cần thiết trong mác hợp kim như thép CT3 chứa đồng, nhôm, fero molibden chứa đồng và các tạp chất có hại như lưu huỳnh, phốt pho. Tất cả những vấn đề này cũng được xem xét, xử lý để không ảnh hưởng tới chất lượng hợp kim tạo thành. Theo bảng 2, ta có phối liệu nấu luyện hợp kim tương đương mác B5 tính cho mẻ nấu 100 kg.
Bảng 2. Phối liệu nấu luyện hợp kim
|
TT |
Tên vật liệu |
Phối liệu nấu luyện, kg |
|
1 |
Thép CT3 |
64,27 |
|
2 |
Thép C45 |
22,95 |
|
3 |
Fero crom (FeCr) |
10,22 |
|
4 |
Fero molipden (FeMo) |
1,04 |
|
5 |
Fero silic (FeSi) |
0,83 |
|
6 |
Fero Mn (FeMn) |
0,36 |
|
7 |
Niken (Ni) |
0,33 |
| Cộng |
100 |
Hàm lượng các nguyên tố trong bốn mẻ nấu được liệt kê trong bảng 3. Kết quả cho thấy, hàm lượng cacbon (0,2217 – 0.2279) % nằm trong khoảng cần thiết theo dự tính cho mục đích sử dụng của vật liệu, các thành phần chính khác như crom, molipden, mangan và silic đều đạt yêu cầu vì có hàm lượng nằm trong giới hạn cho phép của hợp kim tương đương mác B5 theo quy định ở bảng 1. Ngoài ra, hàm lượng các kim loại không cần thiết khác như niken, đồng, nhôm hay các nguyên tố có hại như lưu huỳnh và phốt pho đều nằm trong khoảng cho phép và được giữ ở mức rất thấp.
Bảng 3. Thành phần hóa học vật liệu của các mẻ nấu luyện
|
Mẻ |
C |
Si |
Mn |
Cr |
Mo |
Ni |
Cu |
S |
P |
Al |
|
1 |
0,2237 |
0,4640 |
0,4971 |
4,5477 |
0,4828 |
0,1619 |
0,0540 |
0,0065 |
0,0119 |
0,0039 |
|
2 |
0,2279 |
0,4385 |
0,4918 |
4,5830 |
0,4627 |
0,1646 |
0,0565 |
0,0079 |
0,0153 |
0,0018 |
|
3 |
0,2217 |
0,4565 |
0,4935 |
4,5561 |
0,4755 |
0,1629 |
0,0548 |
0,0070 |
0,0129 |
0,0038 |
|
4 |
0,2294 |
0,5173 |
0,5592 |
5,8114 |
0,5153 |
0,2322 |
0,0281 |
0,0121 |
0,0159 |
0,0054 |
3.2. Nghiên cứu xử lý nhiệt
– Ủ nhiệt:
Hợp kim tương đương mác B5 sau khi đúc thường có tổ chức không đồng nhất và hạt lớn nên cơ tính thấp. Do đó, thép cần phải qua quá trình ủ để khử ứng suất, cải thiện tổ chức, làm đều hạt, giảm độ cứng, đảm bảo độ dẻo, độ dai tốt, tạo thuận lợi cho công đoạn gia công cắt gọt. Độ cứng các mẫu trước và sau khi ủ được thể hiện trong bảng 4. Kết quả cho thấy, mẫu có độ cứng sau khi ủ tương đối đồng đều (220 – 235 ) HV và thấp hơn đáng kể so với độ cứng của chúng trước khi ủ (364 – 397 ) HV. Tốc độ nâng nhiệt có ảnh hưởng rõ rệt đến chất lượng bề mặt mẫu. Khi tốc độ nâng nhiệt trong khoảng (300 – 400) oC/giờ, mẫu có hiện tượng bị nứt bề mặt. Nguyên nhân có thể do tốc độ nhanh đã làm cho nhiệt độ cũng như tổ chức của vật liệu thay đổi đột ngột và không đồng đều trên toàn bộ tiết diện mẫu, tạo thành ứng suất lớn trong vật liệu. Trong khoảng (100 – 200) oC/giờ, bề mặt mẫu không có hiện tượng nứt vỡ.
Bảng 4. Độ cứng của mẫu trước và sau khi ủ, HV
|
Mẫu |
Tốc độ nâng nhiệt, oC/giờ |
Độ cứng trước khi ủ |
Độ cứng sau khi ủ |
Ghi chú |
|
1 |
100 |
364 |
220 |
– |
|
2 |
200 |
385 |
234 |
– |
|
3 |
300 |
397 |
225 |
Mẫu bị nứt bề mặt |
|
4 |
400 |
378 |
235 |
Mẫu bị nứt bề mặt |
– Tôi và ram:
Sau khi ủ, mẫu được nung đến nhiệt độ tôi (1030 oC) qua ba giai đoạn. Xét về mặt cấu trúc luyện kim, hai gia đoạn nung sơ bộ ban đầu là không có ý nghĩa, tuy nhiên nó có tác dụng hạn chế các loại ứng suất tạo thành, gây biến dạng thậm chí làm nứt vỡ sản phẩm sau khi nhiệt luyện. Tốc độ nâng nhiệt (150 oC/giờ), thời gian giữ nhiệt ở mỗi gia đoạn cũng được lựa chọn theo nguyên tắc không được quá nhanh, đủ để cân bằng nhiệt độ bề mặt và trong lõi. Ở giai đoạn ba, nhiệt độ và thời gian sẽ quyết định lượng cacbit được hòa tan trong austenit. Nhiệt độ cao thì lượng cacbit hòa tan được nhiều hơn, làm giàu thêm cacbon và các nguyên tố hợp kim cho austenit. Sau khi tôi, austenit này tạo thành mactenxit giàu cacbon, như thế sẽ làm tăng độ cứng và độ bền cho vật liệu. Tuy nhiên nếu nhiệt độ cao quá sẽ có hiện tượng thô hạt, thậm chí chảy cục bộ. Vì thế trong mọi trường hợp không nên để quá nhiệt để tránh sự thô hạt và có thể dẫn đến biến dạng, nứt vỡ và tạo thành nhiều austenit dư. Nhiệt độ tôi thấp cho ta sản phẩm có độ dẻo cao hơn, tuy nhiên nếu thấp quá khi chưa hòa tan đực cacbit thì sẽ không nhận được vật liệu có độ cứng cao để sau khi ram thu được cơ tính tốt hơn. Thời gian giữ nhiệt ở nhiệt độ tôi, ngoài yếu tố ảnh hưởng đến độ cứng và cơ tính, còn có tác dụng làm đồng đều nhiệt độ, hạn chế biến dạng trong quá trình làm nguội. Vùng nhiệt độ tôi của vật liệu nghiên cứu là tương đối cao nên hạt tinh thể lớn nhanh vì thế thời gian giữ nhiệt (30 phút) được hạn chế tới mức có thể. Mẫu được làm nguội trong môi trường khí nitơ, áp suất 7 bar. Với vật liệu nghiên cứu, độ cứng sau khi tôi đạt 415 – 424 HV (bảng 5), bề mặt mẫu sáng đẹp không bị nứt, chứng tỏ tốc độ làm nguội trong môi trường lựa chọn là vừa đủ để tổ chức austenit chuyến biến thành mactenxit.
Bảng 5. Độ cứng của mẫu sau khi tôi và ram, HV
|
Mẫu |
Nhiệt độ tôi 1030 oC |
Nhiệt độ ram 180 oC |
Nhiệt độ ram 550 oC |
|
1 |
415 |
– |
315 |
|
2 |
424 |
– |
320 |
|
3 |
420 |
413 |
– |
|
4 |
417 |
420 |
– |
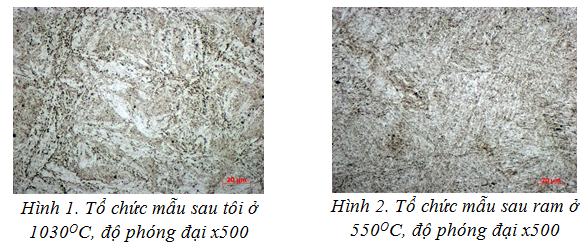
Sau khi tôi, tổ chức của vật liệu gồm nền mactenxit (hình 1), austenit dư và cacbit. Tổ chức này cần thiết phải được ram để chuyển về nền mactenxit ram (hình 2) làm giảm ứng suất và tăng độ dai của vật liệu. Nhiệt độ ram thường được chọn căn cứ theo yêu cầu về độ cứng. Trong nghiên cứu này, chúng tôi tiến hành ram ở hai chế độ: ram thấp ở 180 oC và ram cao ở 550 oC. Kết quả ở bảng 5 cho thấy, độ cứng của mẫu ở chế độ ram thấp đạt giá trị cao (413 – 420) HV, đây là điều kiện thích hợp để ram các sản phẩm khi không qua công đoạn xử lý bề mặt nhằm tăng độ cứng. Chế độ ram cao tuy cho độ cứng thấp hơn (315 – 320) HV nhưng sẽ rất thích hợp cho các sản phẩm được xử lý bề mặt tiếp theo. Đây cũng là chế độ ram mà chúng tôi lựa chọn để xử lý mẫu khi nghiên cứu thấm N plasma.
Cũng như các phương pháp thấm nitơ khác, tổ chức lớp thấm N plasma đặc trưng bao gồm lớp trắng ngoài cùng và lớp khuếch tán. Mặc dù độ cứng lớp thấm là một thông số quan trọng, nhưng vì thông số này phụ thuộc rất nhiều vào thành phần và tính chất vật liệu thấm nên nó không phản ảnh trung thực hành vi và hiệu quả thấm. Chiều dày lớp trắng và chiều sâu lớp thấm là hai đại lượng phản ảnh khá chính xác hành vi và hiệu quả quá trình thấm nitơ. Trong thực tế, ngoài độ cứng cần đạt, hai chỉ tiêu này cũng được coi là chỉ tiêu để đánh giá lớp thấm nitơ có đạt yêu cầu hay không.
Hỗn hợp khí thấm với tỷ lệ thể tích nitơ/hydro nằm trong khoảng tương đối rộng, tuy nhiên với các thông số yêu cầu thông thường của lớp thấm, các nghiên cứu đã chỉ ra tỷ lệ tối ưu là 3/1 – 4/1. Nhiệt độ, thời gian và áp suất thấm có ảnh hưởng rất lớn đến độ cứng bề mặt và chiều sâu lớp thấm [5]. Quá trình thấm nitơ là quá trình khuếch tán nên nhiệt độ càng cao thì sự khuếch tán càng nhanh. Tương tự như nhiệt độ, thời gian càng dài chiều sâu lớp thấm càng lớn. Thông thường với các thông số của lớp thấm như trên, quá trình thấm được thực hiện trong khoảng nhiệt độ (510-550) oC và thời gian thấm khoảng (6 – 12) h.
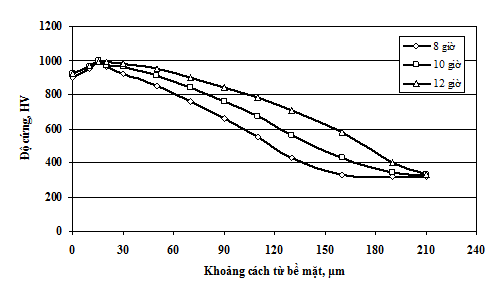
Hình 3. Biến thiên độ cứng theo thời gian thấm và khoảng cách tới bề mặt
Chúng tôi tiến hành thấm trong môi trường nitơ/hydro với tỷ lệ 3/1, áp suất 2,5 mbar ở nhiệt độ 530 oC để khảo sát ảnh hưởng của thời gian đến tính chất của lớp thấm. Kết quả cho thấy (hình 3), trong khoảng nghiên cứu, độ cứng bề mặt thay đổi không rõ theo thời gian và đạt giá trị cao trong khoảng (900 – 1000) HV. Kể từ vị trí cách bề mặt khoảng (10 – 15) μm, độ cứng mẫu ở cùng thời gian thấm giảm theo chiều sâu lớp thấm cho đến khi đạt giá trị độ cứng trước khi thấm. Tại cùng khoảng cách đến bề mặt, độ cứng các mẫu tăng theo thời gian thấm. Chênh lệch độ cứng các mẫu có thời gian thấm khác nhau tại cùng khoảng cách tới bề mặt tăng dần theo chiều sâu lớp thấm, ngoại trừ trong khoảng sau, khi độ cứng giảm gần đến giá trị trước khi thấm. Chiều sâu lớp thấm tổng được xác định là khoảng cách của điểm tới bề mặt mà tại đó độ cứng đạt giá trị ban đầu. Theo đó, tổng chiều sâu lớp thấm của mẫu tăng lên theo thời gian thấm, đạt giá trị khoảng 160, 190 và 210 μm ở thời gian thấm 8, 10 và 12 giờ tương ứng. Sự biến đổi độ cứng nêu trên có thể được giải thích nhờ kết quả nghiên cứu động học quá trình khuếch tán và động học tạo thành nitrit của các nguyên tố hợp kim [6]. Kết quả nghiên cứu cũng cho thấy, lớp trắng hình thành trên bề mặt các mẫu đều mịn, có chiều dày rất nhỏ (3 – 5) μm.
4. KẾT LUẬN
Đã nghiên cứu chế tạo hợp kim đúc có thành phần hóa học tương đương mác B5, thích hợp để làm khuôn hộp nóng. Đã nghiên cứu xác định điều kiện xử lý nhiệt vật liệu thu được. Mẫu sau khi ủ có độ cứng (200 – 243) HV, thích hợp để tạo hình bằng gia công cơ khí. Độ cứng vật liệu sau khi tôi ở 1030 oC, ram thấp ở 180 oC đạt 413 – 420 HV, phù hợp để làm khuôn có yêu cầu độ cứng trung bình. Điều kiện thấm và tính chất lớp thấm N plasma cũng đã được nghiên cứu. Độ cứng bề mặt vật liệu sau khi thấm đạt (900 – 1000) HV. Chiều sâu lớp thấm tăng theo thời gian, đạt 160, 190 và 210 μm ở thời gian thấm 8, 10 và 12 giờ tương ứng. Vật liệu thu được thích hợp để chế tạo khuôn hộp nóng chịu sốc nhiệt, chịu mài mòn và có tuổi thọ cao.
TÀI LIỆU THAM KHẢO
1. Automotive Handbook, Bosch, 1st English Edition, 1978, pp. 154-158. 2. Lawrence H. Van Vlack – Elements of material science and engineering, 4th edition, Addison – Wesley, 1980, pp. 31-32. 3.http://www.iron-foundry.com/cast-steel-chemical-composition-mechanical-properties.html. 4. Zhongzhu Liu, Yoshinao Kobayashi and Kotobu Nagai – Effect of phosphorus on sulfide precipitation in strip casting low carbon steel. Materials Transactions, Vol. 46, No. 1 (2005) 26- 33. 5. Insup Lee, Ikmin Park – The effect of processing temperature and time on the surface properties of plasma-radical nitrided SKD61 steel, Journal of Ceramic Research No.2 (2006) 132-135. 6. Sun Y., Bell T. – A numerical model of plasma nitriding of low alloy steels, Materias Science and Engineering A224 (1997) 33-47.